For more information: http://liquidmetal.com/
Liquidmetal Technologies Advantages
Core technology uses a patented injection molding process to produce amorphous metal components. Amorphous metals are a class of alloys developed to maintain an amorphous atomic structure in a solid state. Also known as bulk metallic glass, this alloy allows you to mold precision parts with ultra-low shrinkage and achieve great mechanical properties. Liquidmetal stays amorphous at normal cooling rates within the mold.
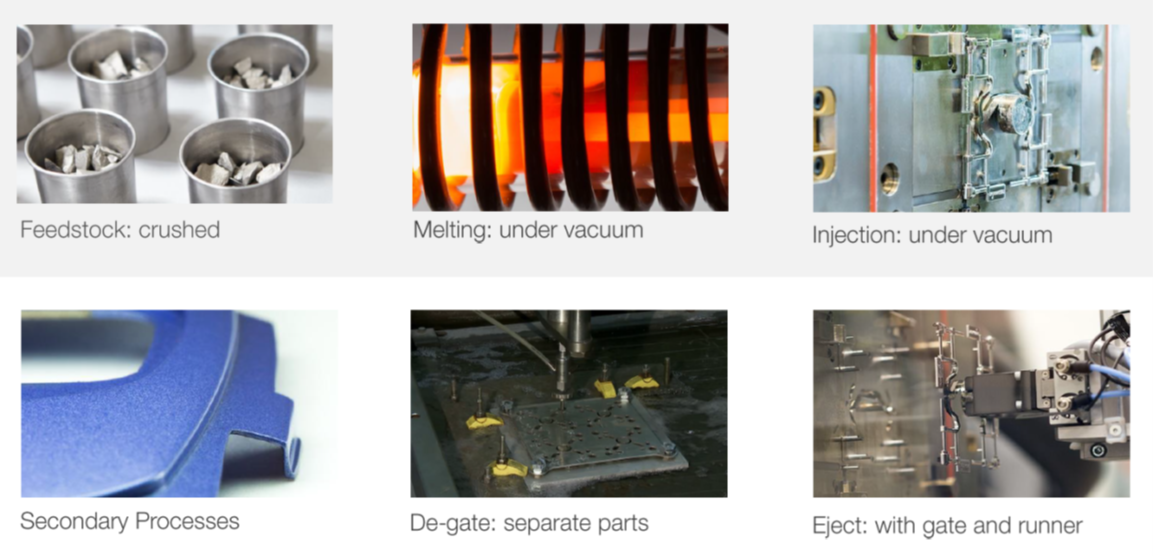
A typical part will fit in the palm of your hand. Multiple cavities of the same part can be molded at the same time. Mass of the part is limited by the amount of material that can melt in a controlled melt system under vacuum. Injection molding takes place in a modified die-casting machine. AS you know in any molded part footprint of the part is limited by the size of the mold in the machine. The thickness of material is limited to ensure the material cools quickly and stays amorphous as a solid. If the part is too thin, the injecting material will solidify before it fills the part.
controlled melt system under vacuum. Injection molding takes place in a modified die-casting machine. AS you know in any molded part footprint of the part is limited by the size of the mold in the machine. The thickness of material is limited to ensure the material cools quickly and stays amorphous as a solid. If the part is too thin, the injecting material will solidify before it fills the part.
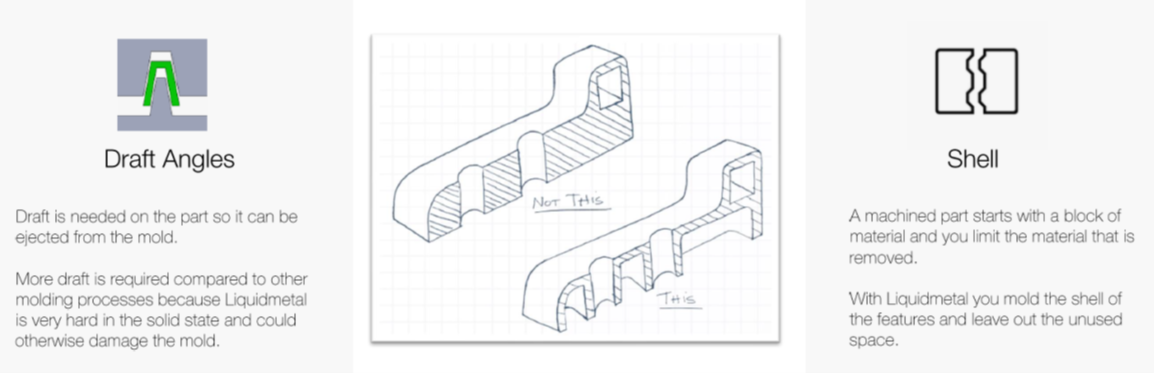
Design Considerations:
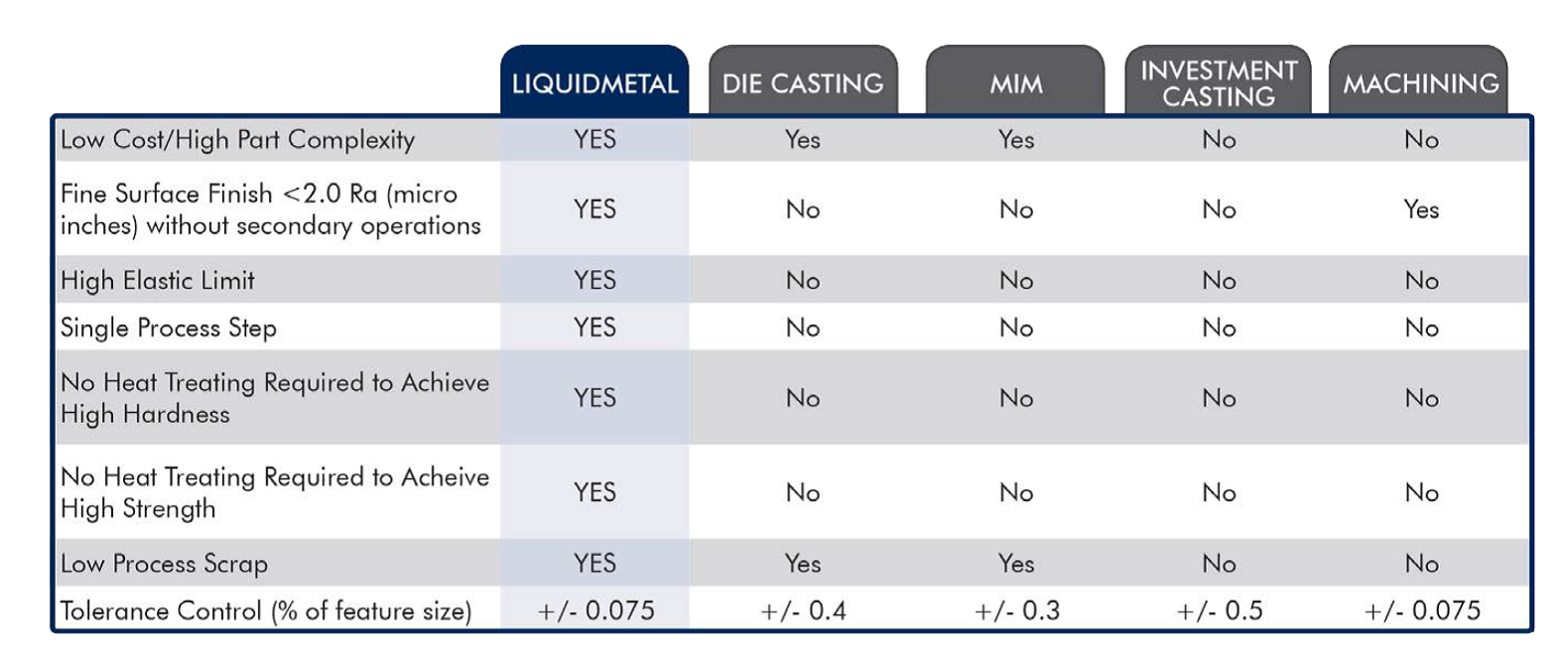
Advantages over Machining are significantly lower cost, part-to-part consistency and opportunity for complex molded parts. Over MIM or Die-casting advantages are improved precision, accelerated development and over injection molded polymers its improved strength & precision.
Advantages:
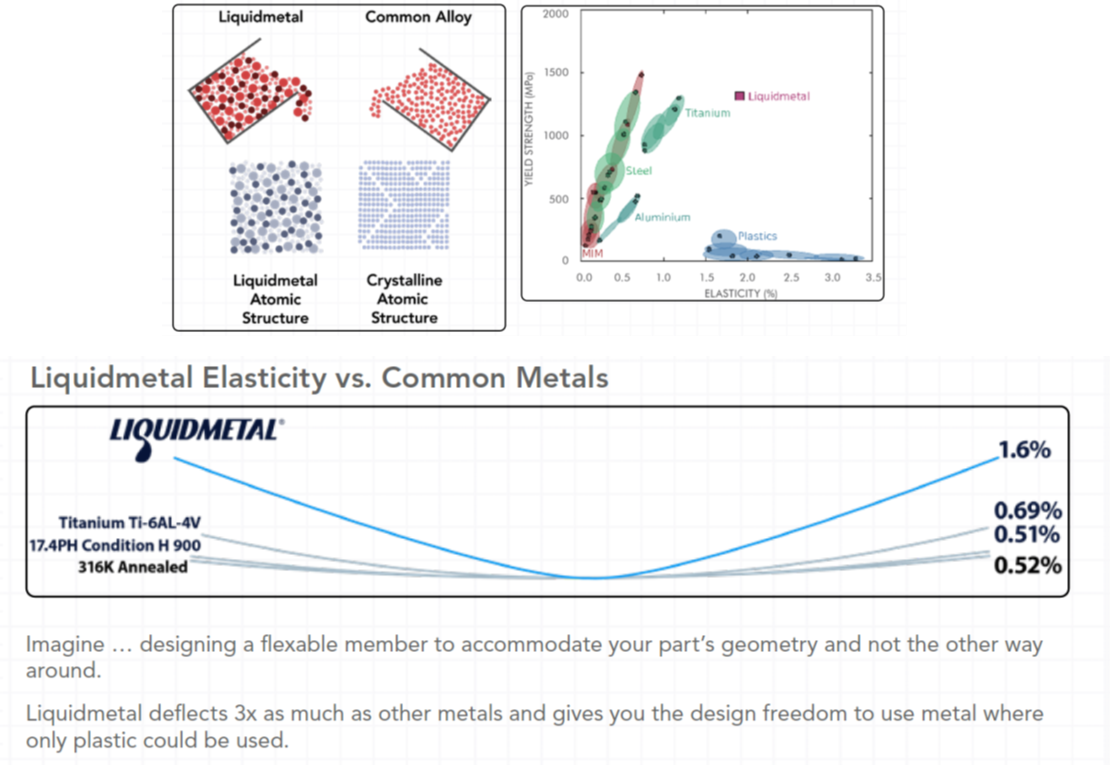
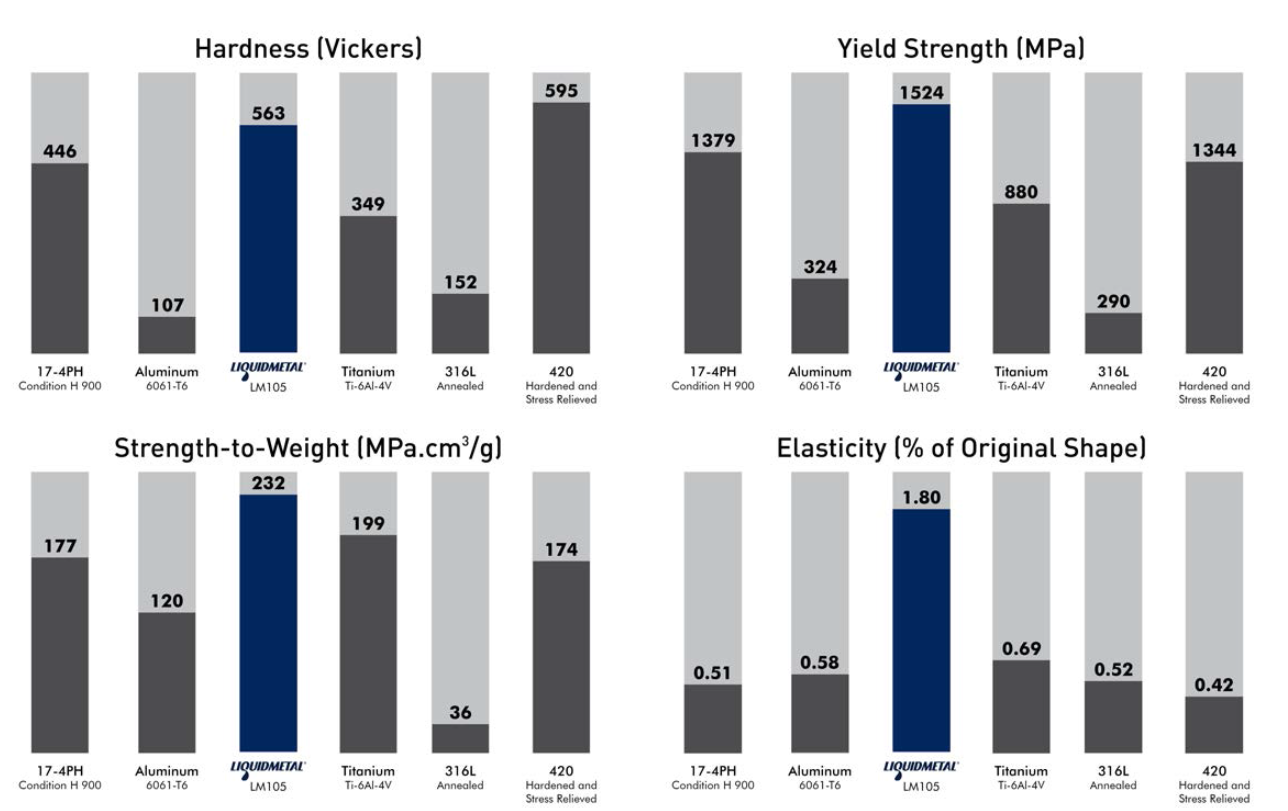
- Even more important dimensional control is +/- 0.05mm, strength 1250 MPa (twice that of titanium), Harness 47 HRC (similar to hardened steel, and Elasticity 1.8% 3x to steel, Flatness +/- 0.05mm.
- Liquidmetal has an Ultimate Tensile Strength greater than commonly used alloys and achieves this high strength without plastic deformation. Returns to original shape after extreme deformation.
- Hysteresis deflection of common alloys depend on whether load is increasing or decreasing. Liquidmetal behaves linearly and does not have the offset.
- Good corrosion resistance as evaluated in hydrochloric and sulfuric acids, sodium hydroxide, seawater.
- High resistance to Galvanic corrosion assessed with Seawater at 65C for 30 days.
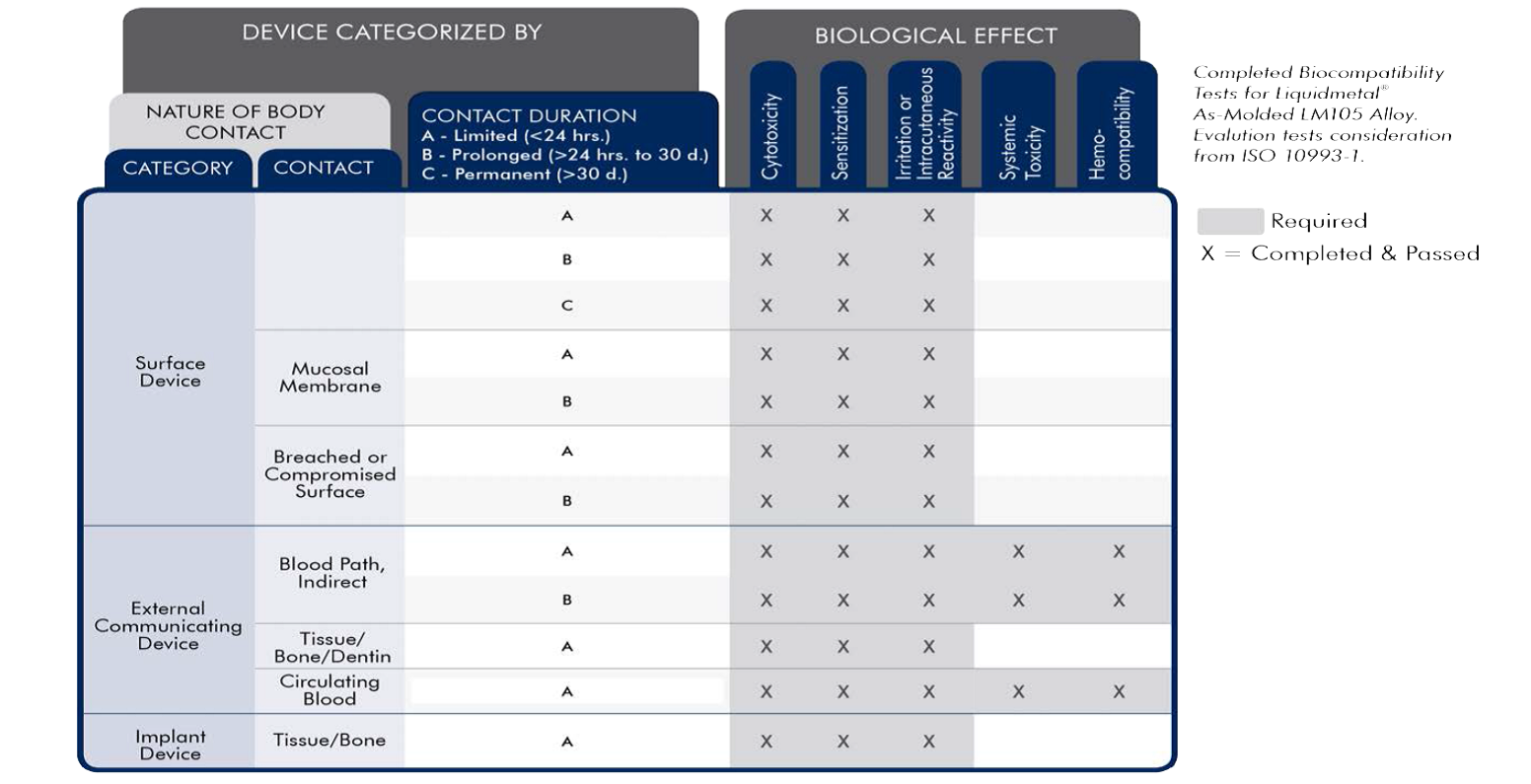
- Biocompatibility (LM106c) and suitable for surgical devices.
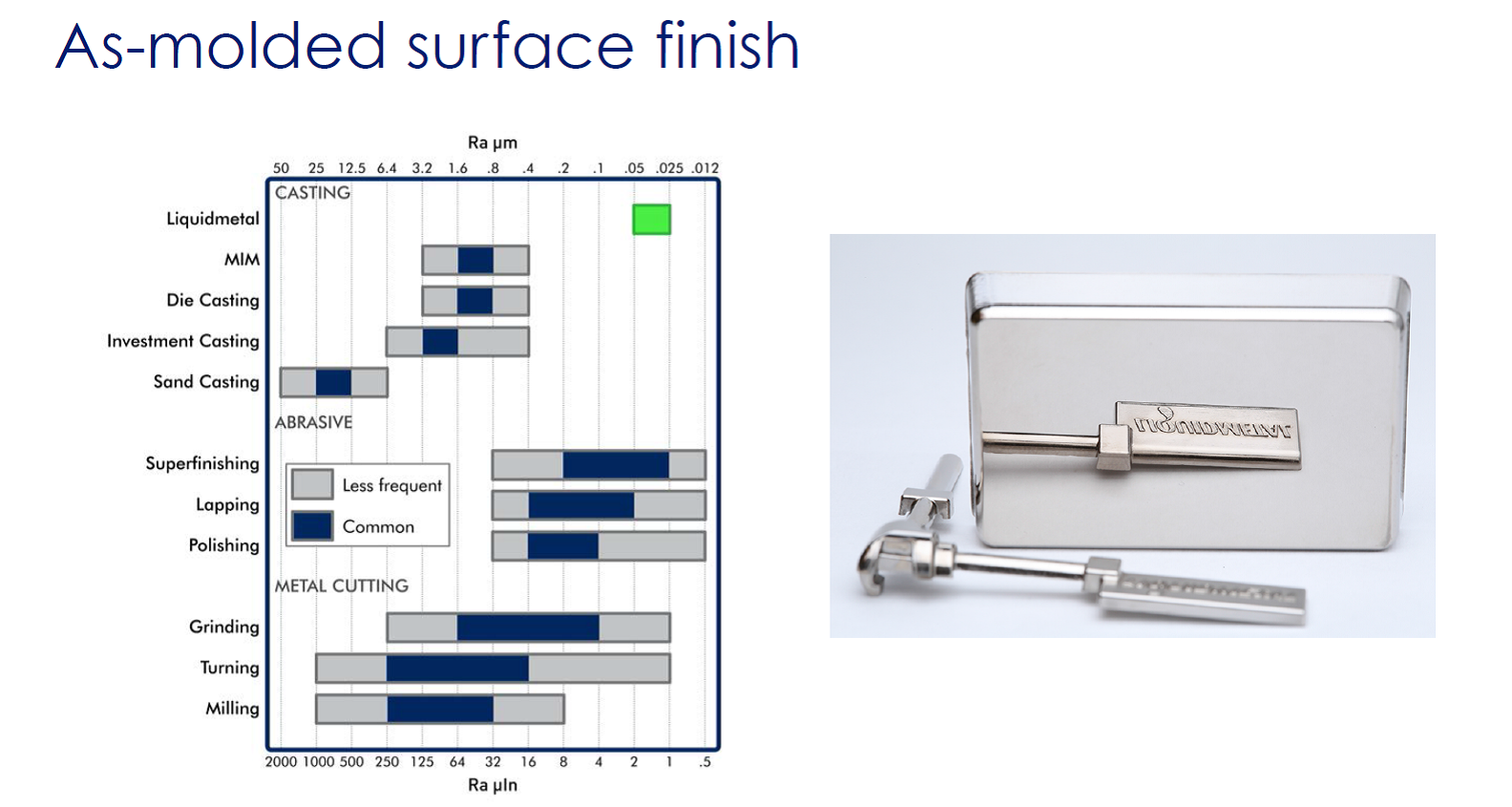
- Surface Finish: A polished mold creates a part with smooth surface finish and bulk deburring process produces a near polished part.
- Minimal diamagnetic signature – similar magnetic behavior to copper.
- Electrical Resistivity and thermal conductivity as below.

- Electromagnetic properties – more transparent to RF signals to SST and copper. Replaces plastic in applications needing high strength or tamper proof casing.
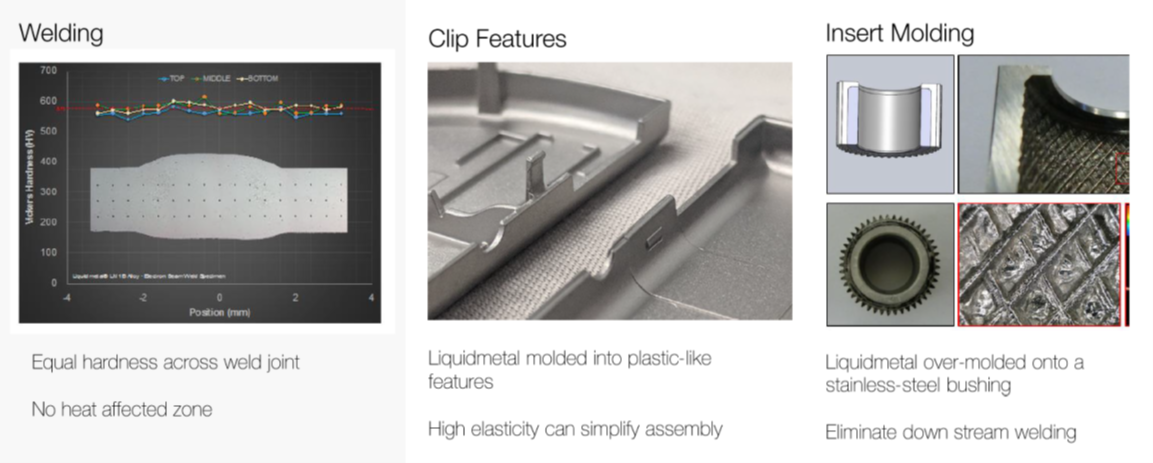
- Joining Processes as below:
- CNS Machining of internal and external threads, draft removal when draft cannot be designed in the part and undercuts when slides and lifters are not practical.
Few examples of current production parts:

Liquidmetal has incredible elasticity allowing for the design freedom of plastic molding with the strength and precision of CNC metal parts.

Liquidmetal also has zero hysteresis. A deflected part returns to its original position when a load is released giving you a consistent displacement under a given load cycle after cycle.
Liquidmetal helps eliminate extra springs, fasteners and assembly time and maintain strength, corrosion resistance and precision.
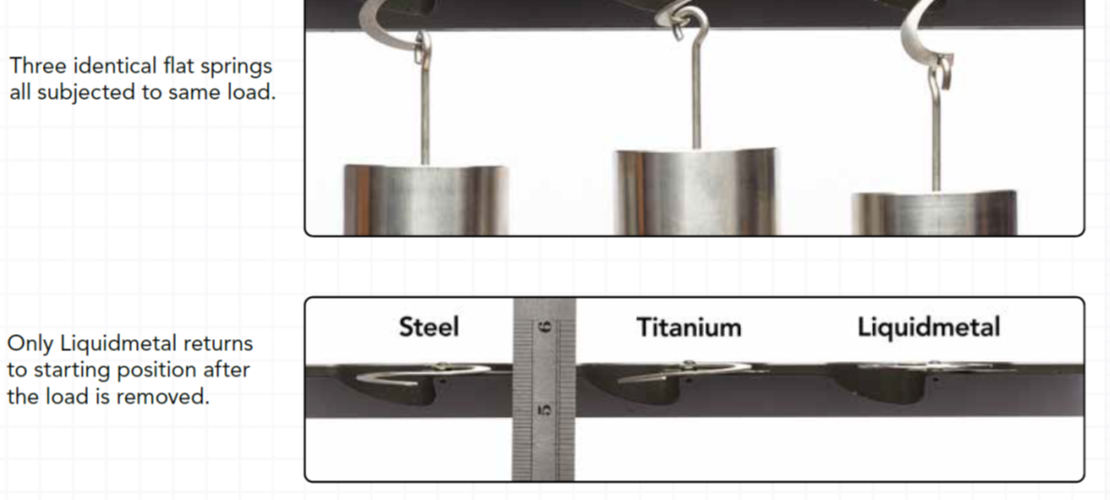
The deflection of the common alloy depends on whether the load is increasing or decreasing. Liquidmetal behaves linearly and does not have the offset. Ideal for: Sensors, Springs and Fasteners
Liquidmetal is formulated to frustrate crystallization that typically occurs as metals solidify. This eliminates grain boundaries to create an atomic structure that maximizes strength and elasticity.
Liquidmetal maintains a liquid-like atomic structure in a solid state. Common alloys migrate into an organized atomic structure.
Liquidmetal is in a category all by itself. It has the strength of metal with the elasticity of plastic.
Liquidmetal may be ideally suited for Implantable Devices as few products are as carefully engineered as implantable medical devices. Materials that have prolonged contact with body tissues and fluids must be biocompatible, and when they contain batteries and sensitive electronics, they must be durable and hermetically sealed. Precise mating between two shell components of an enclosure, along with a high-quality weld, is critical to protecting internal electronics. Today, most cardiac pacemakers are made with housings machined from specialized titanium alloys which can lead to variability.
- Liquidmetal housings are stronger than titanium1 and will not permanently deform under pressure, regardless of wall thickness.
- Compared to machining or stamping titanium, Liquidmetal’s precision molding offers significant cost reduction.
- Interior features needed to support, and separate internal components can be molded into Liquidmetal shells. Features may also be added to provide precision alignment structure to the two parts for welds.
- Like titanium, Liquidmetal is biocompatible3 and is suitable for emerging wireless battery charging applications4.
- Liquidmetal housings produce fewer artifacts in MRI, resulting in better imagining quality as compared to titanium.
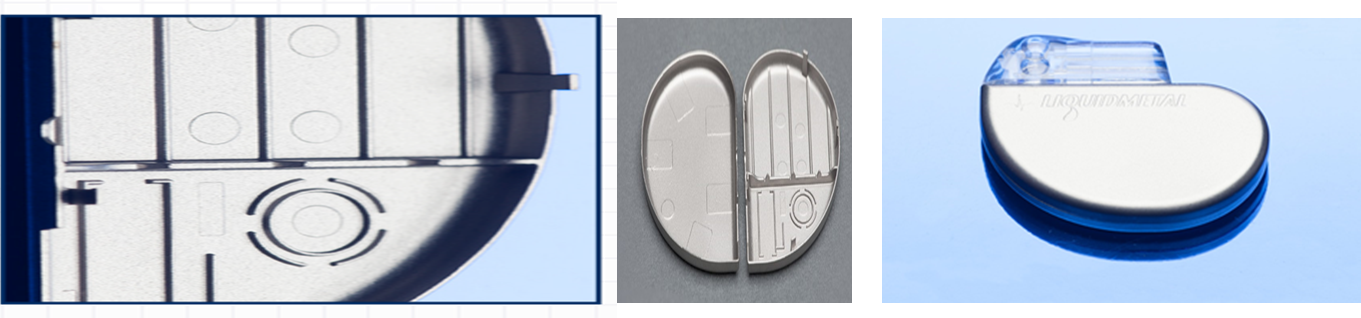
Liquidmetal’s prototype molded pacemaker shells create a precision fit and can pass a leak test when fitting together and welded to form a hermetic seal. Typically, a titanium component is needed to support glass-sealed wire pass-throughs, because glass sealing processes exceed the Liquidmetal melt temperature. Additional studies are underway to demonstrate the strength and hermeticity of Liquidmetal-to-titanium welded components.
These promising results for cardiac pacemakers also apply to a wide range of implanted medical devices, including defibrillators, stimulators, pumps, cochlear implants, and power sources.
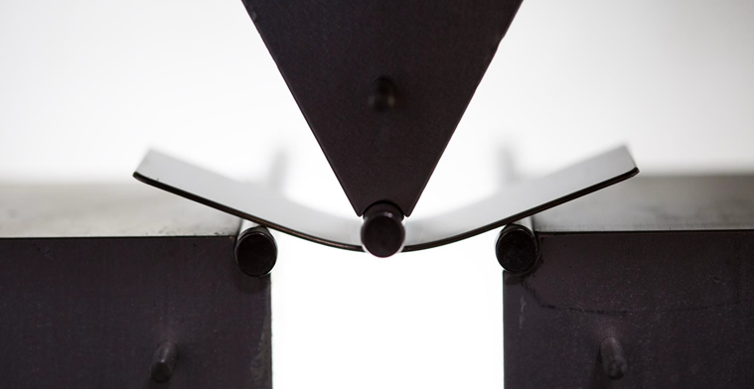
A three-point bend test demonstrates the high elastic limit of Liquidmetal alloys. The 0.85mm thick plate is under approximately 1.5% strain and returns to its exact original as-molded size and shape when the load is released. Since the entire elastic region is within the proportional limit, all stress-strain responses are linear, and the original geometry is fully recoverable up to 1.8% strain.
Liquidmetal’s unique alloy was used to design sealing rings that could be molded into the plate to secure the cover in place. Due to the precision capability of Liquidmetal’s LM105, the molded rings fit snugly into the housing’s mating surface, thereby eliminating the need for epoxy.
The next challenge addressed was the snap feature. It had to withstand a deflection load of 8 lbs. and .015” travel, which yielded a stress of 200ksi. LM105’s yield strength of 274ksi provided the strength needed with a 1.4 safety factor, which was within design guidelines.
Common snap materials, generally in stainless, could not meet the demands of high strength and low elastic modulus that Liquidmetal’s amorphous alloys provide.
Removal and reinsertion tests were completed. An 8-lb deflection force translated to the 23-lb force required to pull out the cover. The cover was repeatedly reinserted and snapped tight each time. LM105’s high elasticity limit of 1.8% of original shape, more than 3x–4x of 316L annealed or 420 hardened/stress relieved stainless, ensures a repeatable, reliable method to quickly remove and install the cover with little effort. Drop testing was performed. After repeated hard impacts, the cover remained firmly in place.
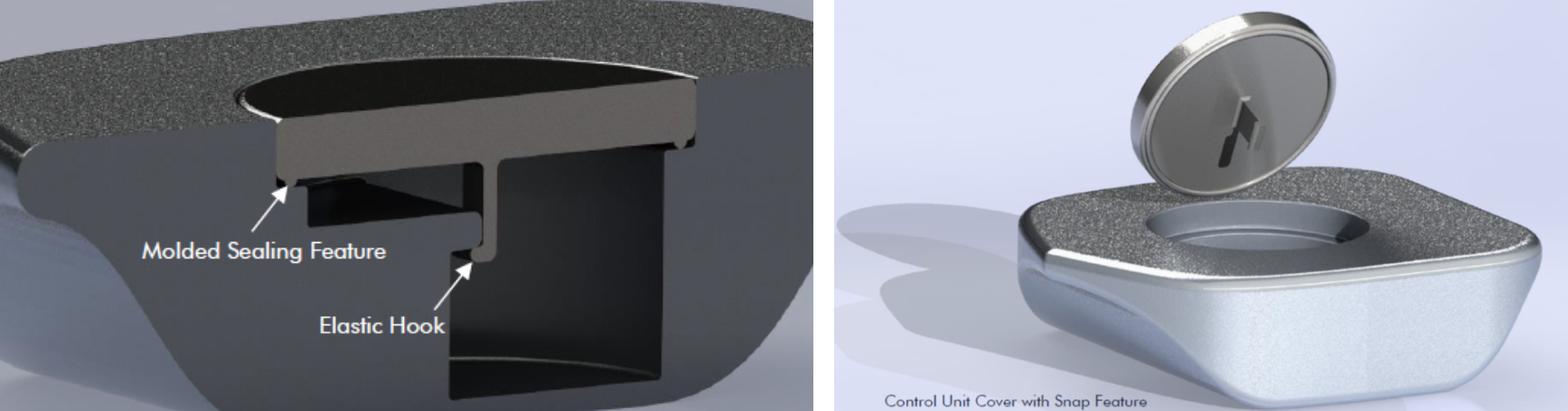
Other factors in Liquidmetal’s favor included hardness of 53HRC, as molded, providing strength and wear resistance as well as excellent galvanic corrosion resistance to other metals.
The unique high strength and low elastic modulus characteristics of Liquidmetal’s LM105 alloy provided the ability to design the snap features in a single molded part that was previously not possible without complicated assembly. The added precision capability to mold the sealing rings, eliminating the need for the screw and epoxy, contributed to a lower cost, better functioning solution.

Application characteristics
- Exceptional dimensional control and repeatability
- Excellent corrosion resistance
- Brilliant surface finish
- High Strength
- High hardness, scratch & wear resistance
- High Elastic limit
- Non-magnetic
- Complex shapes that can be molded
Design characteristics…what can be made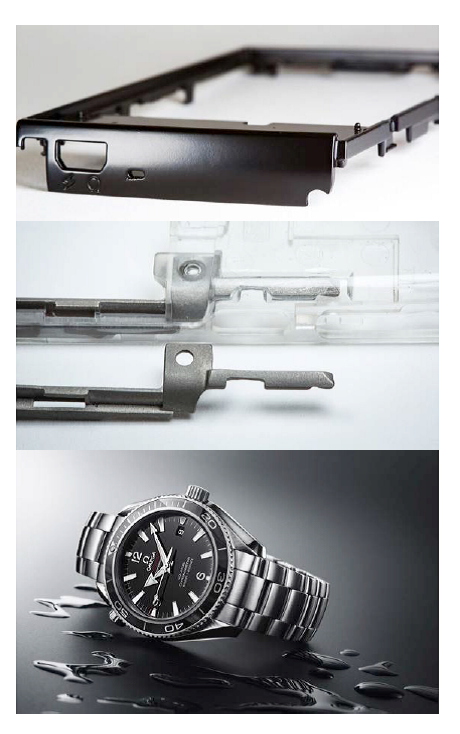
- Part weights up to 80 grams (100 gram max shot size)
- Maximum dimension of 100mm
- Wall thickness of 0.6mm to 4.0mm
- Dimensional precision of +/- 0.075% of a given feature size
- Designed for medium to large volume production.
Material property comparisons
As molded service finish – no secondary operations needed
Biocompatibility
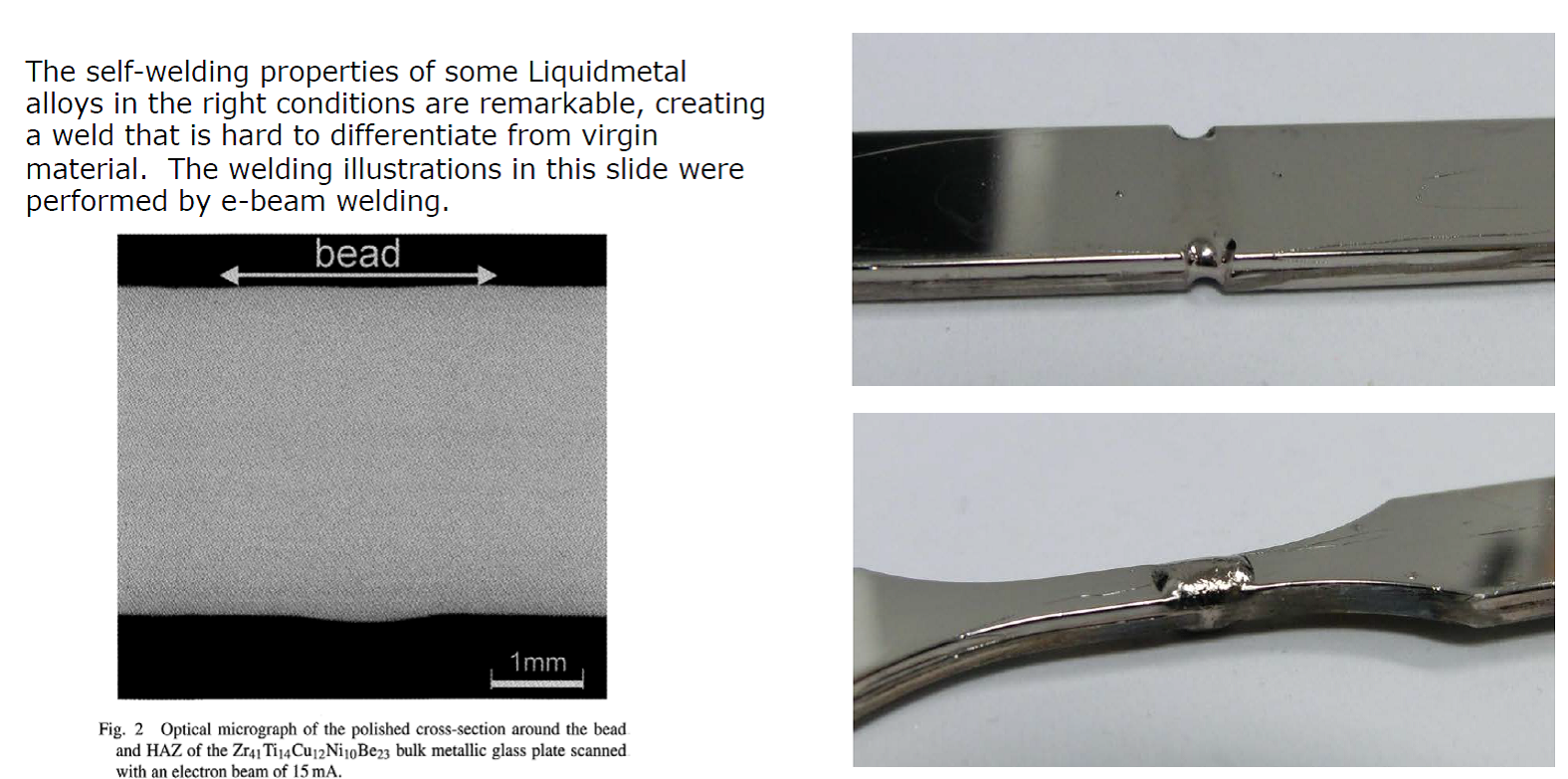
Welding Properties:
Process Comparison